The explosive popularity of environmentally friendly low-flow appliances and “flushable” products has wreaked havoc on sewage systems worldwide. The combination of reduced water usage and increased solids content is causing significant clogging challenges, especially in pumps. The pump industry must react and adapt to provide reliable solutions as the wastewater stream changes. The grinder pump market exemplifies how manufacturers have adapted their offerings and technologies to support changing needs.

Improving Hydraulics and Pump Technology
Grinders powered by progressive cavity or centrifugal pumping technologies offer unique hydraulic performance. In a progressive cavity grinder, a specially shaped stainless-steel rotor performs pumping within a multi-lobed rubber stator, creating pressure through friction.
Centrifugal grinder pumps utilize a vortex impeller to generate pressure and flow. As the impeller rotates, it creates a vortex in the pump casing, carrying the slurry outward from the volute chamber to the piping system.
Progressive cavity grinders can pump with a narrow flow range at high head pressures, up to 46 liters per minute and 46 meters of head. This capability is crucial in pressure sewer applications, where wastewater may need to travel over long lateral distances or hilly terrain. However, progressive cavity pumps are not self-limiting concerning pressure. As the system volume increases, the flow remains stable, but the pressure will continue to rise until it reaches the shut-off head, which is the maximum allowable pressure for each pump.
If the system pressure exceeds the shut-off head pressure for the pump, progressive cavity pumps will continue to try to overcome back pressure until something breaks down. The breakdown could be as simple as a tripped thermal sensor or as severe as a broken line or damaged pump.
A shortcoming of progressive cavity pumps is their tendency for wear. For example, the stator component, which operates through friction, experiences continuous wear, further accelerated during operations with high pressure, long run times, or the addition of grainy particulates in the waste stream, such as sand and dirt. Since replacing the pump stator of a progressive cavity grinder is one of the more expensive components, repair or premature failure can be very costly.
An alternative technology available in the marketplace is a centrifugal grinder pump. These pumps offer four times the flow of their progressive cavity counterparts but are limited to a maximum of 30 meters of head pressure.
They also simplify some systems, as centrifugal pumps operate at a wider range of flows dictated by the system pressure (head). Unlike progressive cavity units, a centrifugal pump can operate at shut-off head limits safely. They will essentially idle there until the system pressure stabilizes before returning to normal pumping. Without “high wear items” like progressive cavity units, there will also be an improved mean time between service calls.
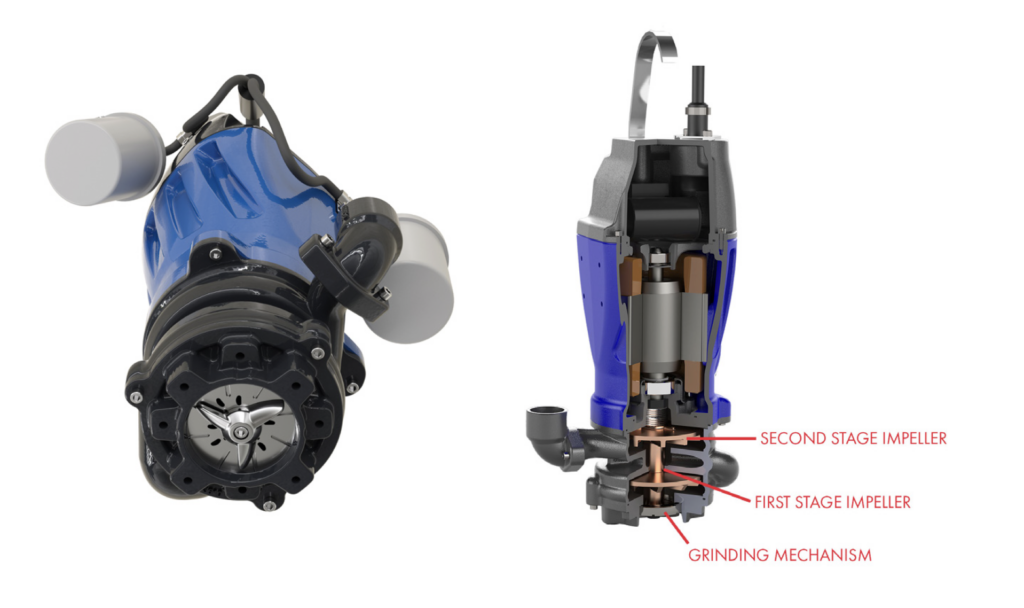
Both progressive cavity and centrifugal grinder technologies have been, and continue to be, highly utilized in the market with minimal changes. However, understanding the hydraulic benefits of progressive cavity units and the reliability of centrifugal pumps led to the development of a modernized solution to optimize pump performance and hydraulics – the dual-stage centrifugal grinder.
By sacrificing some flow, the addition of a second-stage impeller allows double the head pressure. The result of this innovation is a centrifugal grinder pump that can operate at 60 meters of head pressure and pump 140 liters per minute in low-pressure situations, providing a diverse range of hydraulics combined with reliable pump technology.
Improving Solids Handling and Cutting Capabilites
Radial cutting mechanisms were originally designed in the early 1970s as a method of solids reduction in grinder pumps. A radial grinder features an angled spinning blade inside a sharp shredder ring with several channels around the radius. As solids enter the pump, the blade paired with the sharp channels in the shredder ring cuts down items as they pass through.
Since solids begin entering the pump as they are cut, radial grinders are susceptible to clogging or jamming if the pump stops running. Radial cutters are ideal for larger horsepower grinders, which have the high torque required to overcome solids when the pump restarts.
Axial cutting mechanisms were engineered to combat the evolving waste stream and are the solution for low-horsepower grinder pumps. An axial cutting mechanism features a cutter plate mounted to the bottom of the pump with a blade spinning beneath it. Think of the cutter plate as a cheese grater with a spinning blade attached to it. As a solid moves along the blade and cutting plate, it is nibbled into small pieces until completely reduced.
This prevents large materials from entering the pump without first being ground into small pieces and reduces the risk of oversized or challenging items stretching across and clogging the cutter. By offering different cutter styles depending on the pump size and application, the reliability of pumps can be improved, resulting in fewer clogs or backups and reducing maintenance costs, service costs, and downtime.
Service and Maintenance
Grinder pumps are often used in residential applications, where the end user is a homeowner who is typically not a pump expert. When a pump goes down, homeowners typically notice it during off-hours. After-hours service calls are an inconvenience for everyone involved and are more expensive due to overtime labor rates, often attended by a single technician.
As a result, serviceability and maintenance on a grinder pump should be made as simple as possible. A lightweight pump makes both installation and service calls easier for the technician. By simplifying the pump hardware, manufacturers can minimize the tools required for service.
Power cords can be an added hassle when trying to service a pump. If a pump must be removed from the field for service, a technician typically would need to disconnect the cord from the control panel or junction box, remove it through the conduit, and complete the service. Then, to reinstall the pump, they must feed the cord back through the conduit to the control panel. This process is further complicated in explosion-proof installations, where the conduit must be sealed with epoxy. A plug-and-play cord allows disconnection at the pump itself, meaning the pump can be removed and serviced without having to remove the cord.
Another possible failure mode on a grinder pump is the capacitor. Traditionally, internal capacitors are in the oil-filled motor housing, where replacing a capacitor would also mean replacing the oil and mechanical seal. A grinder pump with internal capacitors located above the oil chamber provides the ability to remove the motor cap and replace the capacitors without draining the oil.
When pump manufacturers design their products, the ability to easily upgrade and replace their equipment in the future is top of mind. After-market sales are arguably the biggest area for sales potential, so many companies are developing packages suitable for upgrading competitive installations to their products and solutions. This competition provides great benefits to contractors and end-users because a key product focus on these upgrade units is the ease of installation and serviceability.