








Commercial Wastewater Portfolio
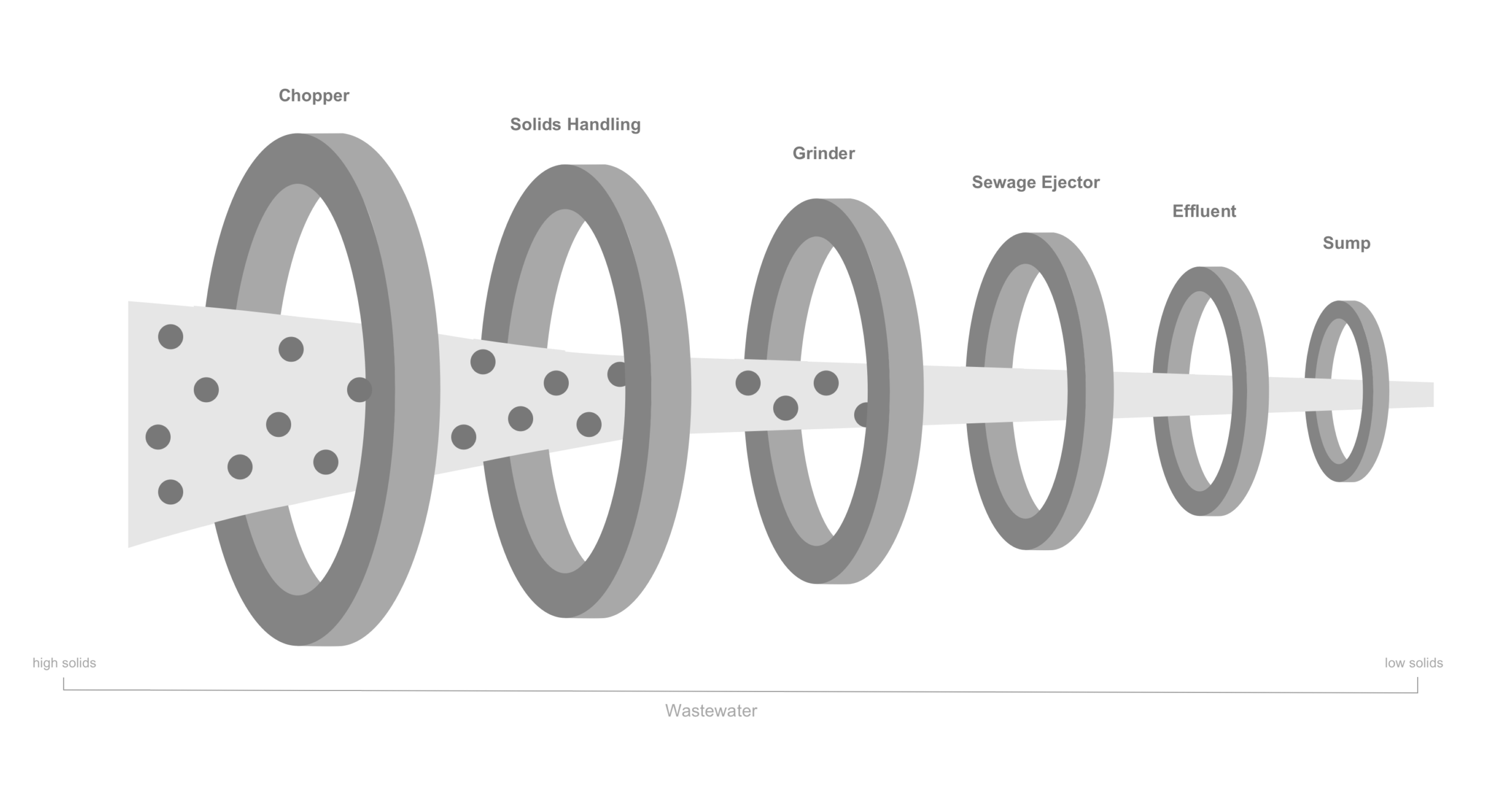
Customers and businesses often struggle with the fluctuating solids in the waste stream when choosing the right commercial pump. It can be challenging to select a pump that suits your commercial needs, considering the solids in your application. Explore the image sections below to find CP&S products tailored for handling solids in commercial applications.
Chopper Pumps
Our chopper platform features oil-filled or air-filled motor housings.
In the oil-filled offering, the oil acts as both a lubricant and coolant, circulating oil through the stator and housing as a heat conductor.
In the air-filled offering, envie3, the pump utilizes a glycol cooling system. This patent-pending cooling system gives envie3 the capability to operate in dry-pit applications and allows lift stations to be shallower. This feature as well as the high efficiency IE3 rating will save time, money, and resources.
There are benefits to both offerings that can be adapted for any need or application. The main difference between the oil filled chopper and air-filled chopper is how the motor is cooled. The slicing mechanism and wet end of the two models are identical to provide the long-lasting reliability of all Deming products. Whether an oil filled chopper or an air-filled chopper better fits your application, you will experience cost and time savings.
Learn more about the exciting features of each motor type on our product pages.


Product Features
Open center cutter plate design with field replaceable blades provides superior chopping capabilities
Reduce solid size and pass through even the toughest materials
Made in the USA with best-in-class manufacturing lead times
Easy to service plug & play cord and commercially available mechanical seals and bearing components
Rugged and modern design that can withstand the harsh wastewater environment
Suitable for shallow wells, high water tables, and rocky terrain
Watch Us Chop!
Solids Handling Pumps
Deming Solids Handling pumps deliver superior clog resistance and efficiency. Our lineup includes submersible and dry-run submersible motor options to handle tough commercial wastewater applications.
Now introducing SyFlo, a high-efficiency submersible solution with IE3-rated motors, new scroll and vortex impellers, and a compact, easy-to-retrofit design—offering a cost-effective, reliable solution.
For the highest level of performance and versatility, the Deming envie³ 7365 is our premium dry-run submersible option. Its closed-loop glycol cooling system allows operation in both wet and dry environments, providing higher efficiency, storm flooding protection, and a 30%+ space-saving close-coupled design—ideal for demanding applications where reliability and versatility are critical.
Explore Our Motor Options:
- Submersible Motors (SyFlo & Oil-Filled 7365 Models): Reliable, high-efficiency performance for fully submerged applications (SyFlo product page button)
- Dry-Run Submersible Motors (envie³): Designed for maximum efficiency and versatility, operates in dry-pit or wet-well conditions (Button to envie 7365 product page)

Designed for maximum efficiency and versatility, operates in dry-pit or wet-well conditions

Product Features
Superior Solids Handling: Enhanced clog resistance and improved efficiency ensure peak performance and long service life.
SyFlo Optimized Hydraulic Efficiency: Delivers the same performance you need at an equal or lower horsepower than alternatives.
Manufactured in the USA and utilizes lean manufacturing to eliminate downtime.
Combines power, temperature sensing and moisture sensor conductors into a single cable for simplified installations and quick repairs
7365 envie3 pumps have a patented closed loop glycol cooling system that keeps motors stress-free.
Large stainless steel lifting bail making installation and service easier
Grinder Pumps
Don’t have a ton of flow or need a lot of head at your waste station? A grinder pump might be the right solution for your needs. Barnes by Crane Pumps & Systems offers two grinder product families.
The RAZOR is a 2 HP grinder pump for residential and light commercial solids handling applications. With the Razor’s thoughtfully designed innovative axial cutting technology, it is engineered to efficiently reduce solids like flushable wipes, diapers, and other non-biodegradable items.
Need a little more power? The Blade is a 3 – 15 HP grinder pumps for wastewater applications requiring high capacity, high head and high flow.

Patented Axial Cutter
Provides superior non-clogging versus radial designs
Tank Mixing
Fat, oil, and grease build up is prevented by constant water movement
Easy Serviceability
Thoughtful, lightweight design requires only one tool for service
Explosion Proof Design
Product portfolio expanded to include explosion proof models suitable for hazardous locations

Plug and Play Cord
Simplifies pump installation and serviceability with quick disconnect capabilities
Proven Technology
Proven history of solids-handling capabilities
Configuration Options
Available in vertical or horizontal discharge for simple installation and replacement
Explosion Proof Design
Optional explosion proof design gives an added peace of mind for pump operation and safety in hazardous locations
Sewage Ejector Pumps
Sewage ejector pumps are essential for moving wastewater from below-grade spaces in commercial buildings and service applications where gravity alone isn’t enough. From basements to lift stations, reliable performance is critical to keep operations running and avoid costly disruptions.
Atlas sewage ejector pumps are built for the realities of today’s jobs, handling wipes, rags, and debris that cause clogs and callbacks. With the ability to pass up to 2-inch solids, Atlas delivers clog-resistant performance that helps keep systems running and reduces the need for repeat service calls.
Designed to make your job easier, Atlas simplifies pump selection with fewer models and broad performance coverage, so you can choose the right pump quickly and confidently. A plug-and-play quick disconnect cord speeds installation and service, while rugged cast iron construction and long-life components ensure dependable operation in demanding environments.

Atlas Pump Features
Heavy-duty cast iron construction built for tough commercial environments
Oil-filled motor and long-life bearings designed for consistent, reliable operation
Handles up to 2-inch solids with clog-resistant performance to help prevent callbacks
Effluent Pumps
Effluent pumps are critical for moving treated wastewater in commercial systems where consistent, reliable flow is required to maintain operations and meet system demands. From septic systems to light wastewater applications, performance efficiency and uptime are key to avoiding disruptions.
Atlas effluent pumps are engineered for dependable operation, handling up to 0.75-inch solids while maintaining smooth, efficient flow.
Designed to reduce maintenance and simplify selection, Atlas offers broad performance coverage across fewer models—making specification and replacement faster and more consistent. A plug-and-play quick disconnect cord streamlines installation and service, while rugged cast iron construction ensures durability in demanding environments.
Atlas Effluent Pump Features
Durable cast iron construction with corrosion-resistant coating for long service life
Handles up to 0.75-inch solids for consistent, efficient system performance
Oil-filled motor and long-life bearings for reliable, continuous operation
Sump Pumps
Barnes sump pumps are known for their robust construction, high performance, and reliability in handling water management challenges. These pumps are designed to prevent water damage by efficiently managing excess water in basements, crawl spaces, and other below-grade structures prone to flooding in commercial settings.
With features such as corrosion-resistant materials and advanced pump technologies, Barnes sump pumps are built to withstand the demands of heavy-duty applications. Whether it’s protecting commercial properties, retail spaces, or industrial facilities, Barnes sump pumps swiftly and effectively remove excess water ensuring the protection of valuable assets, equipment, and inventory.

Expel Pump Features
Top suction volute prevents air lock and debris buildup
Oil lubricated ball bearings provide longer life and quieter operation
Type II mechanical seals provide superior motor protection
SP/EP Pump Features
One piece motor/volute housing avoid potential gasket failure
Oil lubricated ball bearings provide longer life and quieter operation
Permanent split capacitor motor for more efficient operating range